一、CPE流延薄膜生产线:包括挤出机单元、分配器/模头成型单元、流延成型单元、测厚控制单元、电晕处理单元、牵引收卷单元、边料在线回收单元及电气控制单元。
1.挤出机单元:宽度在4.5米以下的CPP流延薄膜生产线采用A/B/C3台单螺杆挤出机结构,为满足不同材料的生产要求,采用大长径比的分离型螺杆(带混炼头),设计螺杆时要充分考虑国产树脂的塑化性能,在相同材料、相同工艺的情况下3台挤出机的挤出量为l:3:1;为达到节能要求,螺杆的设计要合理分配剪切、输送及塑化等功能,把螺杆对材料的剪切和输送产生的热能去促进材料的塑化,高速PP流延复合设备,这也是目前每吨耗电量小于450度的先决条件之一;挤出机的驱动采用交流电机,选用变频矢量控制技术,这样节能稳定、噪音小、维护简单;挤出机加热部分采用电磁加热技术,CPP流延复合设备,确保节能省电、环境温度低:宽度在4.5米以上的CPP流延机每天的产能在20吨以上,为满足其产能要求,中间层需采用双螺杆挤出机或采用2台150以上单螺杆挤出机的结构;
PE淋膜机工艺原理:
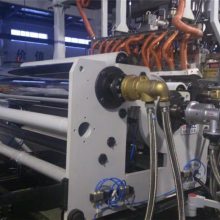
挤出流延成型:塑料粒子经螺杆塑化后由平模头模口成线型挤出,拉伸后附着于纸张、薄膜、无纺布、编织布等柔性基材表面,PP流延复合设备,冷却定型压合成兼有塑料薄膜层的阻隔性和热封性、基材的强韧度和功能特性的复合材料。
PE淋膜机结构组成:
整机由加料装置、挤出机主机、模具、放卷机构、复合机构、收卷机构、边位控制装置、切边装置、加热冷却系统、电气测控系统等部分组成。根据不同制品需要可添加***放卷机构、印刷设备、烘箱、基材表面处理装置(电晕机等)、在线测厚仪等组成部分。 前道工序设备:造粒机,印刷机或其他设备;后道工序设备:分切机或其它设备。
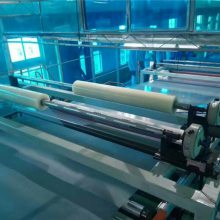
特种薄膜挤出流延生产线介绍
流延膜生产线采用单机或多机共挤方式来生产单层或多层共挤流延膜,亦可采用倍增器来实现72层流延膜的生产,全进口计量泵,数字化精准控制物料***比,达到特殊物料的精准投入,降低成本。
金韦尔公司生产的特种薄膜生产线设备特点: 该生产线有以下特点: 适应众多物料体系的不同类型加工 从上料到收卷,自动配混,PLC全套集成,可以做交钥匙工程 产量大、耗能低,自动化程度高。 苏州金韦尔机械有限公司,为国内多家公司制造的太阳能背板生产线都已经实现特种膜量产。膜厚度均匀,厚度精度高,产品得到市场的充分验证。